Na wszelkie pytania i opinie klientów odpowiadamy cierpliwie i skrupulatnie.
Tuleja sferyczna ze stali brązowej wykonana jest ze stali stopowej 42CrM04 i mosiądzu o wysokiej ...
Kiedy ludzie mówią o części mechaniczne ze stali stopowej aluminium zwykle odnoszą się do precyzyjnie obrobionych komponentów wykonanych ze stopów aluminium, stali stopowych lub ich kombinacji w ramach tego samego zespołu. Części te stanowią podstawę nowoczesnych układów mechanicznych — można je znaleźć we wszystkim, od samochodowych układów napędowych i ram lotniczych po maszyny przemysłowe, robotykę i elektronikę użytkową. Termin ten obejmuje szeroką rodzinę komponentów, w tym wsporniki, obudowy, wały, koła zębate, kołnierze, łączniki i ramy konstrukcyjne, wszystkie wykonane z konstrukcyjnych stopów metali wybranych ze względu na ich specyficzne właściwości mechaniczne.
Stopy aluminium to materiały metaliczne, w których głównym pierwiastkiem jest aluminium, w połączeniu z miedzią, magnezem, krzemem, cynkiem lub manganem w celu zwiększenia wytrzymałości, twardości lub odporności na korozję. Z drugiej strony stale stopowe to materiały na bazie żelaza ze celowymi dodatkami chromu, niklu, molibdenu lub wanadu w celu poprawy wytrzymałości, odporności na zużycie lub hartowności w stopniu wykraczającym poza to, co może zaoferować sama stal węglowa. Zrozumienie, który materiał należy do której części zespołu mechanicznego, jest punktem wyjścia do podjęcia każdej pomyślnej decyzji dotyczącej inżynierii lub zamówienia.
Wybór pomiędzy stopem aluminium a stalą stopową na część mechaniczną nie polega po prostu na wyborze mocniejszego materiału. Wymaga zrównoważenia masy, wytrzymałości, obrabialności, kosztów i specyficznych wymagań środowiska operacyjnego. Obie rodziny materiałów różnią się znacznie w każdym z tych wymiarów.
| Własność | Stop aluminium | Stal stopowa |
| Gęstość | ~2,7 g/cm3 (lekki) | ~7,8 g/cm3 (ciężki) |
| Wytrzymałość na rozciąganie | 200–700 MPa | 500–1900 MPa |
| Odporność na korozję | Doskonały (naturalna warstwa tlenku) | Umiarkowany (wymaga powłoki) |
| Skrawalność | Bardzo łatwe i szybkie prędkości cięcia | Umiarkowane lub trudne |
| Przewodność cieplna | Wysoka (~160 W/m·K) | Niska (~30–50 W/m·K) |
| Odporność na zużycie | Niższy (można poprawić poprzez anodowanie) | Wysoka (szczególnie gatunki hartowane) |
| Koszt względny | Wyższy koszt surowca | Generalnie niższa na kg |
W praktyce części ze stopów aluminium dominują wszędzie tam, gdzie priorytetem jest oszczędność masy – konstrukcje lotnicze, elementy zawieszenia samochodowego, ramy rowerów i obudowy sprzętu przenośnego. Części ze stali stopowej sprawdzają się tam, gdzie nie podlega dyskusji wysoka nośność, wytrzymałość zmęczeniowa lub twardość powierzchni – klasycznymi przykładami są skrzynie biegów, wały korbowe, wytrzymałe elementy złączne i narzędzia skrawające.
Nie wszystkie stopy aluminium i stale stopowe są sobie równe. W każdej rodzinie formułowane są konkretne gatunki dla określonych ról mechanicznych, a określenie niewłaściwego gatunku jest jednym z najczęstszych i kosztownych błędów przy zamawianiu części.
Zachowanie podczas obróbki stopów aluminium i stali stopowych jest zasadniczo odmienne, a zrozumienie tej luki pomaga zarówno inżynierom projektującym części, jak i kupującym w ocenie ofert. Koszty obróbki, czas realizacji i osiągalne tolerancje zależą w dużej mierze od danego materiału.
Aluminium jest jednym z metali, które są najłatwiej obrabialne. Frezowanie i toczenie CNC stopów aluminium może przebiegać z prędkościami skrawania od 3 do 5 razy szybszymi niż w przypadku stali, drastycznie skracając czas cykli i zużycie narzędzi. Zarówno narzędzia z węglika, jak i stali szybkotnącej (HSS) sprawdzają się dobrze. Główne wyzwania związane z obróbką aluminium to narost na krawędzi (BUE), w którym miękkie aluminium przykleja się do narzędzia skrawającego, oraz tendencja materiału do wytwarzania długich, nitkowatych wiórów, które mogą zaplątać się w maszynie. Oprzyrządowanie o dużym kącie natarcia, polerowane rowki i odpowiedni przepływ chłodziwa to standardowe rozwiązania. Wąskie tolerancje do ± 0,01 mm są rutynowo osiągane na dobrze utrzymanym sprzęcie CNC.
Stale stopowe są znacznie trudniejsze w obróbce, szczególnie w warunkach obróbki cieplnej lub hartowania. Należy zmniejszyć prędkości skrawania, w przypadku produkcji wielkoseryjnej narzędzia z węglików spiekanych są zasadniczo obowiązkowe, a trwałość narzędzi jest znacznie krótsza niż w przypadku aluminium. Twardsze gatunki, takie jak stal narzędziowa D2, często wymagają szlifowania lub obróbki elektroerozyjnej (EDM) zamiast konwencjonalnego cięcia. Zaletą jest to, że stal stopowa utrzymuje węższe tolerancje w przypadku sił skrawania w bardziej przewidywalny sposób niż aluminium, a wykończone powierzchnie są mniej podatne na zadziory na ostrych krawędziach. W przypadku części stalowych o dużej objętości optymalizacja parametrów skrawania, geometrii narzędzia i strategii podawania chłodziwa jest niezbędna do utrzymania pod kontrolą kosztów jednostkowych.

Części ze stopów aluminium i stali obrobione na surowo są rzadko używane bez jakiejś formy obróbki powierzchni. Właściwa obróbka może radykalnie wydłużyć żywotność, poprawić odporność na korozję, zmniejszyć tarcie i poprawić wygląd – a wszystko to bez zmiany geometrii rdzenia części.
Nawet najlepiej zaprojektowane i najlepiej wyprodukowane części mechaniczne ze stopu aluminium i stali stopowej ulegną w końcu zużyciu, korozji lub zmęczeniu, jeśli nie będą odpowiednio konserwowane. Ustrukturyzowane podejście do konserwacji wydłuża żywotność, ogranicza nieplanowane przestoje i zapewnia wczesne ostrzeganie o zbliżającej się awarii.
Regularnie sprawdzaj części nośne i narażone na zużycie pod kątem widocznych oznak degradacji: wżery powierzchniowe lub białe sypkie osady na częściach aluminiowych wskazują na korozję; smugi rdzy lub łuszczenie się na częściach stalowych sygnalizują uszkodzenie powłoki. Kontrole wymiarowe kluczowych cech – średnic wałów, wymiarów otworów, długości gwintów – należy przeprowadzać w zaplanowanych odstępach czasu przy użyciu skalibrowanych mierników. Każdy pomiar wykraczający poza pierwotną tolerancję projektową stanowi podstawę do wymiany, a nie tylko obserwację.
Przesuwne i obrotowe części ze stali stopowej wymagają stałego smarowania, aby zminimalizować zużycie adhezyjne i ścierne. Właściwy rodzaj smaru (smar, olej lub sucha warstwa) i częstotliwość ponownego smarowania powinny być zgodne ze specyfikacją producenta OEM — stosowanie niewłaściwej lepkości lub nadmierne smarowanie uszczelnionych łożysk to typowe błędy konserwacyjne, które raczej przyspieszają zużycie niż mu zapobiegają. W przypadku części aluminiowych stykających się ze stalą należy wziąć pod uwagę kompatybilność galwaniczną i tribologiczną; w stykach ślizgowych aluminium-stal często stosuje się suchą warstwę smarną na bazie PTFE lub dwusiarczku molibdenu (MoS₂), a nie konwencjonalny olej.
Zmęczenie wysokocyklowe to cichy tryb awaryjny, zarówno w przypadku części ze stopu aluminium, jak i stali stopowej, poddawanych wielokrotnemu obciążeniu. Pęknięcia inicjują się w momencie koncentracji naprężeń – dziur, rowków wpustowych, ostrych narożników, zadrapań powierzchni – i rozprzestrzeniają się z każdym cyklem obciążenia, aż do wystąpienia nagłego pęknięcia. Metody badań nieniszczących (NDT), w tym inspekcja penetracyjna (DPI) w przypadku aluminium i kontrola cząstek magnetycznych (MPI) w przypadku stali, pozwalają wykryć pęknięcia powierzchniowe, zanim osiągną one krytyczną długość. W przypadku części o krytycznym znaczeniu dla bezpieczeństwa w przemyśle lotniczym, motoryzacyjnym lub ciężkich maszynach badania NDT należy włączyć do procedur planowych remontów w odstępach czasu określonych na podstawie analizy trwałości zmęczeniowej komponentu.
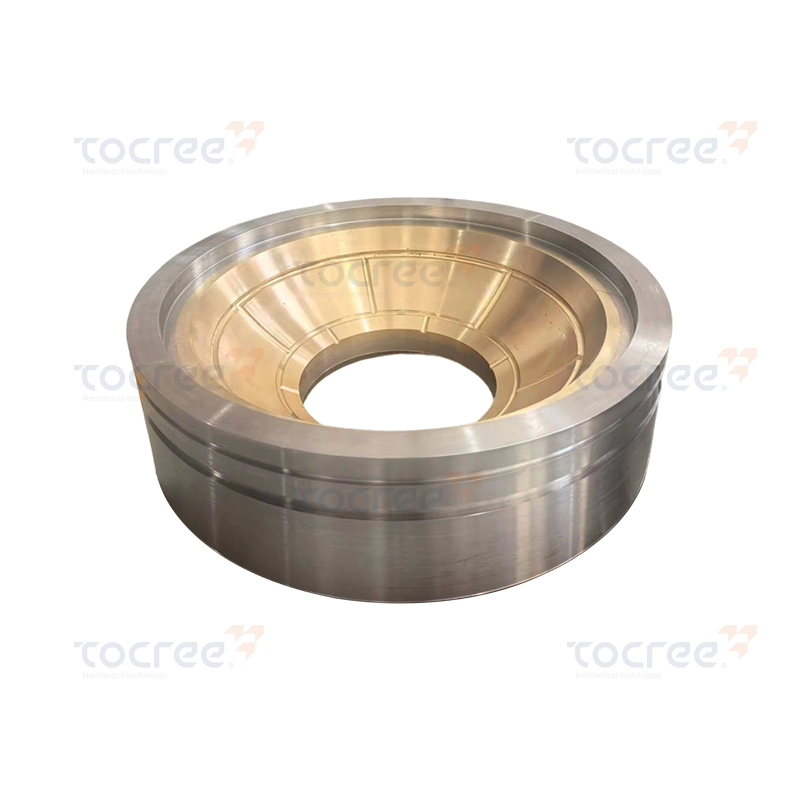
Tuleja sferyczna ze stali brązowej wykonana jest ze stali stopowej 42CrM04 i mosiądzu o wysokiej ...

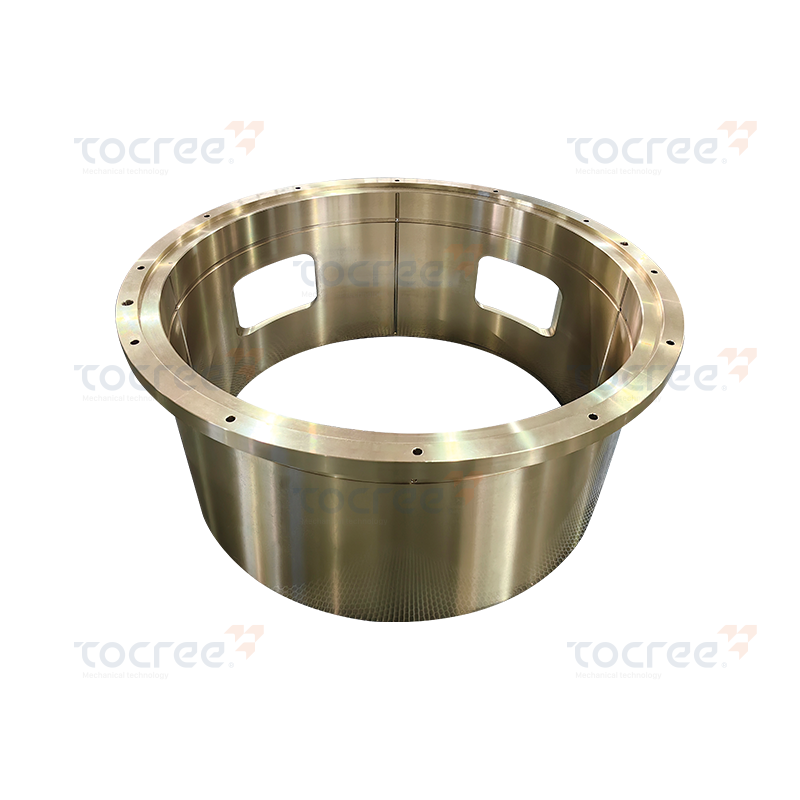
Tuleja kołnierzowa ze stali brązowej łączy w sobie zalety stali stopowej SCM435 i mosiądzu o wyso...

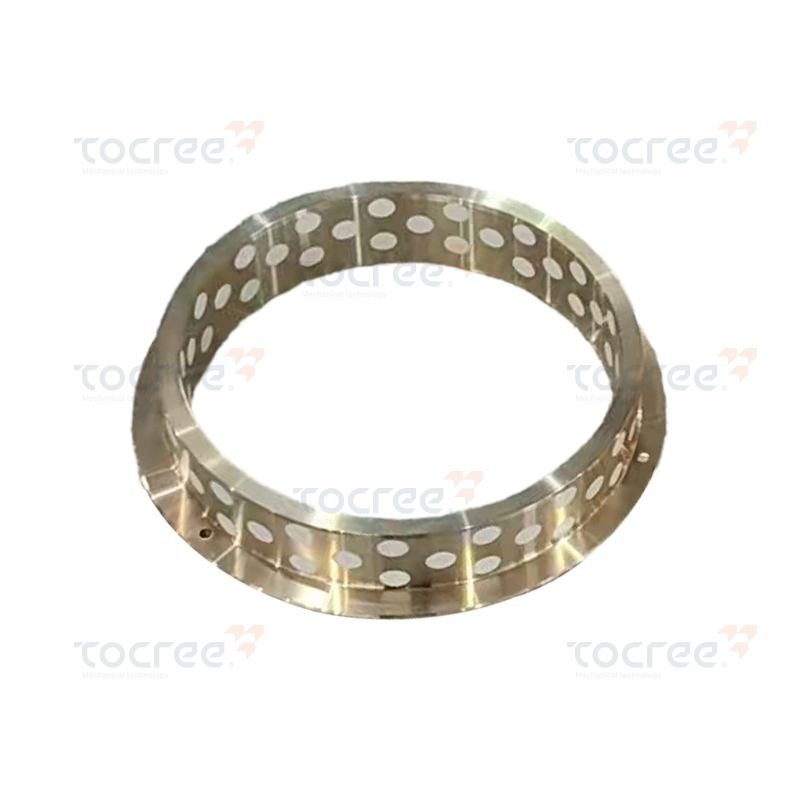
Tuleja mosiężna z podwójnym kołnierzem to wysokowydajna tuleja metalowa, szeroko stosowana w sprz...
Jednostronna tuleja miedziana z kołnierzem to wysokowydajna tuleja wału ze stopu mosiądzu, charak...
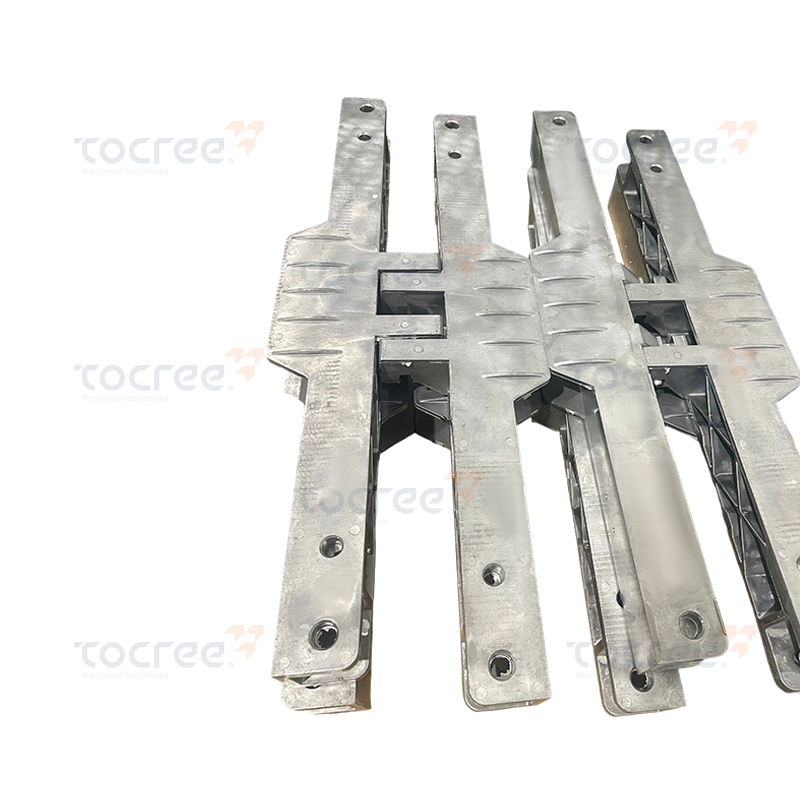
Ta rama ze stopu aluminium została specjalnie zaprojektowana, aby spełnić wymagania pojazdu. Wyko...
Wysoka wytrzymałość na rozciąganie: Wytrzymałość na rozciąganie tego produktu sięga 750 N/mm², za...
Prawa autorskie © 2025 Jiashan Tocree Machinery Co., Ltd. Wszelkie prawa zastrzeżone.
Niestandardowe części maszyn ze stopów miedzi
