Na wszelkie pytania i opinie klientów odpowiadamy cierpliwie i skrupulatnie.
Wysoka wytrzymałość na rozciąganie: Wytrzymałość na rozciąganie tego produktu sięga 750 N/mm², za...
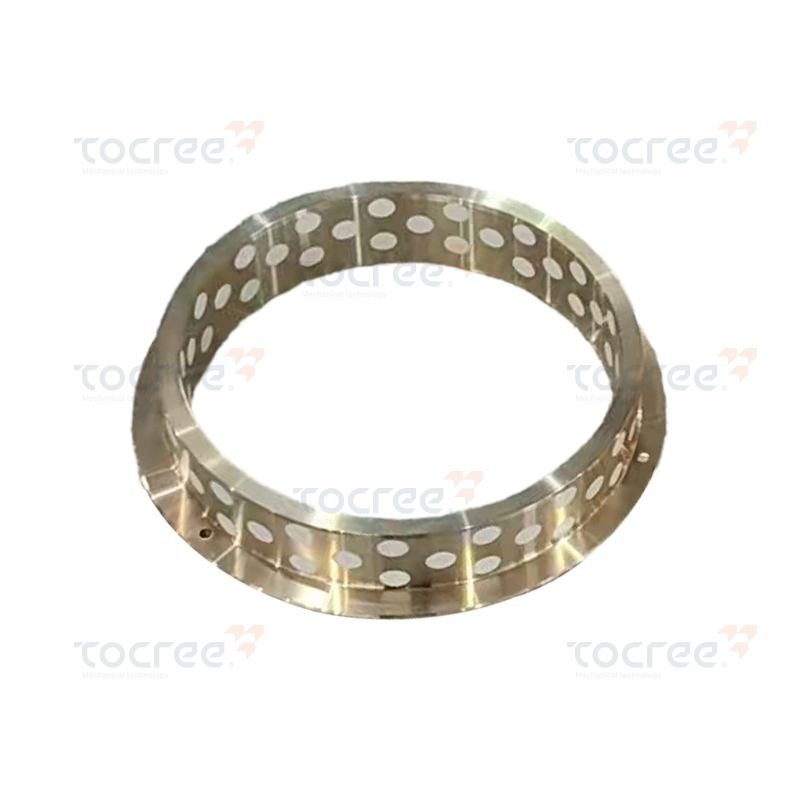
Płyty ścieralne z brązu grafitowego to płaskie lub ukształtowane elementy łożysk wykonane z odlewanego stopu brązu i wyposażone w regularnie rozmieszczone zatyczki z litego grafitu, które są wciskane lub odlewane bezpośrednio w otwory wywiercone w osnowie z brązu. Korki grafitowe działają jak wbudowany, samoodnawiający się suchy smar – gdy współpracująca powierzchnia ślizga się po płycie, grafit stopniowo uwalnia się z korków i tworzy cienką, ciągłą warstwę smarującą pomiędzy powierzchniami stykowymi. Ten samosmarujący mechanizm eliminuje potrzebę stosowania zewnętrznego oleju lub smaru w większości warunków pracy, czyniąc te płyty bardzo praktycznym rozwiązaniem w zastosowaniach z kontaktami ślizgowymi, oscylacyjnymi lub obrotowymi, gdzie konwencjonalne smarowanie jest niepraktyczne, zawodne lub niepożądane.
Stop brązu zastosowany jako materiał bazowy zapewnia wytrzymałość konstrukcyjną, nośność i odporność na korozję, podczas gdy grafit zapewnia smarowanie. Razem te dwa materiały tworzą kompozytową powierzchnię ścieralną, która działa niezawodnie w szerokim zakresie temperatur, obciążeń i środowisk – w tym w warunkach, w których smary na bazie oleju utleniają się, zmywają, zanieczyszczają produkt lub zamarzają. Płyty ścieralne z brązu z osadzonym grafitem są stosowane w tak różnorodnych gałęziach przemysłu, jak produkcja stali, obróbka ciężkich pras, wytwarzanie energii wodnej, budowa mostów i przetwórstwo spożywcze, wszędzie tam, gdzie ślizgowe powierzchnie stykowe muszą działać przy minimalnej konserwacji przez dłuższy okres użytkowania.
Wykonanie płyty ścierne z brązu grafitowego zależy całkowicie od zrozumienia, w jaki sposób tworzy się i utrzymuje film transferowy stałego smaru podczas pracy. W przeciwieństwie do smarowania cieczą, gdzie ciągły film olejowy oddziela dwie powierzchnie, smarowanie grafitem stałym działa na zasadzie adhezji i przenoszenia — jest to zasadniczo inny i pod wieloma względami solidniejszy mechanizm.
Kiedy współpracująca powierzchnia metalowa najpierw przesuwa się po płycie z brązu, uniesione korki grafitowe stykają się i zaczynają rozmazywać mikroskopijne warstwy grafitu zarówno na powierzchni płyty, jak i na powierzchni współpracującej. W stosunkowo krótkim okresie docierania – zwykle od kilku godzin do kilku dni pracy, w zależności od obciążenia i prędkości – na obu powierzchniach styku gromadzi się ciągła cienka warstwa grafitu. Po całkowitym ustabilizowaniu się tej warstwy transferowej grafit działa jak powierzchnia styku o niskiej wytrzymałości na ścinanie, która zapobiega bezpośredniemu kontaktowi metalu z metalem, redukując współczynniki tarcia do typowo 0,05–0,15, co jest porównywalne z dobrze nasmarowanymi konwencjonalnymi łożyskami.
Rozmiar, głębokość, odstępy i wzór korków grafitowych znacząco wpływają na skuteczność smarowania płytki. Korki są zwykle cylindryczne, o średnicy od 4 mm do 12 mm i są rozmieszczone w regularnej siatce lub naprzemiennie na powierzchni łożyska, tak że współczynnik pokrycia grafitem – procent powierzchni styku zajmowanej przez grafit – mieści się w optymalnym zakresie, zwykle 20–35%. Zbyt małe pokrycie grafitem oznacza niedostateczne przenoszenie środka smarnego; zbyt duża zmniejsza powierzchnię nośną osnowy z brązu i osłabia mechanicznie płytę. Głębokość korka jest również krytyczna — świece, które są zbyt płytkie, szybko się zużywają, natomiast korki wywiercone głęboko w brązie działają jak długoterminowy zbiornik grafitu, który znacznie wydłuża żywotność.
Zdolność smarna grafitu wynika z jego unikalnej warstwowej struktury kryształu. Atomy węgla w graficie są ułożone w płaskie sześciokątne warstwy (płaszczyzny podstawowe), które są silnie związane w każdej warstwie, ale utrzymywane razem między warstwami jedynie przez słabe siły Van der Waalsa. Oznacza to, że warstwy łatwo przesuwają się po sobie z bardzo małym oporem, tworząc charakterystyczne wrażenie śliskości grafitu. W kontekście łożysk ta lamelarna struktura umożliwia cząstkom grafitu ścinanie i rozprzestrzenianie się po powierzchni styku przy minimalnym tarciu. Co ważne, grafit zachowuje te właściwości smarne w bardzo szerokim zakresie temperatur – od temperatur kriogenicznych do około 400°C w środowiskach nieutleniających i do 300°C w powietrzu – znacznie wykraczając poza zakres większości konwencjonalnych olejów i smarów.
Nie wszystkie stopy brązu nadają się jednakowo do zastosowań w płytach ścieralnych. Specyficzny skład stopu określa nośność płyty, odporność na korozję, twardość, obrabialność i kompatybilność z korkami grafitowymi. Do produkcji samosmarujących płyt ścieralnych z brązu powszechnie stosuje się kilka różnych gatunków brązu, każdy dostosowany do różnych wymagań eksploatacyjnych.
| Stopień stopu | Skład | Kluczowe właściwości | Typowe zastosowania |
| CuSn12 (brąz cynowy) | Cu 87%, Sn 12%, ślad P | Wysoka twardość, doskonała odporność na zużycie, dobra nośność | Ciężkie narzędzia prasujące, cylindry hydrauliczne, prowadnice hutnicze |
| CuSn8 (brąz fosforowy) | Cu 91,5%, Sn 8%, P 0,1–0,35% | Dobra wytrzymałość zmęczeniowa, odporność na korozję, umiarkowana twardość | Ogólne zużycie ślizgowe, wyposażenie morskie, elementy pomp |
| CuAl10Fe3 (brąz aluminiowy) | Cu 86%, Al 10%, Fe 3%, Mn 1% | Bardzo wysoka wytrzymałość, doskonała odporność na korozję, kompatybilność z wodą morską | Offshore, morskie, przetwórstwo chemiczne, płyty prowadzące o dużym obciążeniu |
| CuZn25Al5 (mosiądz o wysokiej wytrzymałości) | Cu 68%, Zn 25%, Al 5%, ślady Fe/Mn | Ekonomiczne, dobra obrabialność, umiarkowana wytrzymałość | Zastosowania od lekkich do średnich obciążeń, inżynieria ogólna |
| CuSn12Ni (brąz niklowo-cynowy) | Cu 85%, Sn 12%, Ni 2% | Zwiększona twardość i odporność na korozję w porównaniu ze standardowym brązem cynowym | Zastosowania podlegające zużyciu w wysokiej temperaturze, elementy turbin, prasy kuźnicze |
Brąz cynowy CuSn12 jest zdecydowanie najpowszechniej stosowanym stopem bazowym do płyt trudnościeralnych z brązu grafitowego w ciężkich zastosowaniach przemysłowych, ze względu na jego wysoką twardość (zwykle 90–110 HB) i doskonałą kompatybilność z procesem wiercenia i prasowania korka grafitowego. Brąz aluminiowy jest wybierany, gdy priorytetem jest odporność na korozję w agresywnym środowisku, natomiast gatunki brązu fosforowego stanowią opłacalny środek w zastosowaniach inżynieryjnych o umiarkowanym obciążeniu.
Oceniając płyty trudnościeralne z brązu grafitowego pod kątem konkretnego zastosowania, należy ocenić kilka parametrów wydajności w odniesieniu do warunków pracy. Zrozumienie, co oznaczają te liczby i jak na siebie oddziałują, jest niezbędne do dokonania wiarygodnego wyboru.
Wartość PV — iloczyn nacisku łożyska w MPa i prędkości poślizgu w m/s — jest najważniejszym parametrem wydajności każdego łożyska ślizgowego lub płyty ścieralnej. Reprezentuje intensywność kontaktu tribologicznego i określa szybkość wytwarzania ciepła na powierzchni styku ślizgowego. Płyty trudnościeralne z brązu grafitowego zazwyczaj wykazują wartości znamionowe PV od 0,1 do 0,5 MPa·m/s w pracy na sucho, w zależności od gatunku stopu i pokrycia grafitem. Przekroczenie znamionowej wartości PV powoduje przyspieszone zużycie, przegrzanie i ewentualne zatarcie. Należy pamiętać, że zarówno wysokie ciśnienie, jak i niska prędkość lub niskie ciśnienie i duża prędkość mogą mieścić się w dopuszczalnej obwiedni fotowoltaicznej – ale zarówno indywidualne ograniczenie ciśnienia, jak i indywidualne ograniczenie prędkości muszą być również przestrzegane niezależnie.
Jedną z głównych zalet płyt ścieralnych z brązu grafitowego w porównaniu z układami łożysk wyłożonymi polimerami lub smarowanymi olejem jest ich zdolność do pracy w podwyższonych temperaturach. Smarowanie grafitem stałym pozostaje skuteczne do około 300°C w środowiskach utleniających (powietrze) i do 400–500°C w atmosferach obojętnych lub redukujących. Osnowa stopu brązu zachowuje odpowiednią wytrzymałość mechaniczną do 200–250°C dla brązu cynowego i do 300°C dla gatunków brązu aluminiowego. To sprawia, że płyty z brązu z dodatkiem grafitu są standardowym wyborem do zastosowań obejmujących oprzyrządowanie na gorąco, sprzęt do produkcji szkła, przenośniki pieców i prowadnice pras kuźniczych, gdzie łożyska polimerowe i smar szybko ulegają degradacji.
Płyty ścieralne z brązu grafitowego wytrzymują bardzo duże obciążenia statyczne — do 80–100 MPa w przypadku brązu cynowego CuSn12 — dzięki czemu nadają się do stosowania w ciężkich prasach, dużych cylindrach hydraulicznych i konstrukcyjnych łożyskach mostowych. Dopuszczalne obciążenie dynamiczne (przesuwne) jest niższe niż granica statyczna, zwykle 20–40 MPa, ponieważ styk ślizgowy generuje ciepło, które musi zostać rozproszone w płycie i współpracującej powierzchni. Rzeczywiste limity obciążenia należy zawsze potwierdzać w karcie danych producenta dla konkretnej używanej konfiguracji stopu i grafitu, ponieważ różnice w geometrii czopa i jakości odlewu stopu mogą znacząco wpływać na wydajność.
Po całkowitym ustabilizowaniu się docierającej folii transferowej współczynnik tarcia dobrze zaprojektowanej płyty ścieralnej z brązu grafitowego ślizgającej się po powierzchni współpracującej ze stali hartowanej wynosi zazwyczaj 0,05–0,15 w suchych warunkach. Jest to znacznie mniej niż w przypadku niesmarowanego brązu na stali (0,3–0,5) i porównywalne, choć nieco wyższe, niż w przypadku smarowania filmem olejowym (0,01–0,05). Na współczynnik tarcia wpływa wykończenie powierzchni powierzchni współpracującej (lepsza jest gładsza, idealna jest Ra 0,4–0,8 µm), nacisk kontaktowy, prędkość poślizgu i temperatura robocza. W środowiskach wilgotnych lub narażonych na działanie wody wilgoć może poprawić właściwości smarne grafitu i jeszcze bardziej zmniejszyć współczynniki tarcia.
Płyty ścieralne z brązu grafitowego służą niezwykle szerokiej gamie gałęzi przemysłu właśnie dlatego, że ich samosmarujące właściwości w wysokiej temperaturze i przy dużych obciążeniach rozwiązują problemy, których żaden inny materiał alternatywny nie może rozwiązać tak skutecznie. Oto jak są one stosowane w kluczowych sektorach przemysłu:
Huty stali są jednymi z największych użytkowników blach trudnościeralnych z brązu grafitowego na świecie. Płyty te są używane jako płyty prowadzące, płyty ślizgowe i wykładziny ścieralne w maszynach do odlewania ciągłego, prowadnicach walcarek, piecach przepychających wlewki i systemach transportu kęsów stalowych. Połączenie wysokich temperatur roboczych (często 150–300°C), dużych obciążeń ze strony kęsów i płyt stalowych oraz niemożności utrzymania konwencjonalnego smarowania w gorącym, zanieczyszczonym przez kamień środowisku sprawia, że brąz samosmarujący jest jedynym opłacalnym materiałem. Płyty są montowane na regulowanych ramach prowadzących i wymieniane okresowo w ramach planowanej konserwacji, a stopień ich zużycia służy jako wskaźnik wyrównania systemu i rozkładu obciążenia.
Ciężkie prasy do tłoczenia, prasy kuźnicze i wtryskarki wykorzystują płyty ścieralne z brązu grafitowego jako płyty prowadzące zestawu matryc, prowadnice tłoków pras i tuleje ścieralne ślizgów. W zestawach matryc płyty są montowane na słupkach prowadzących i tulejach prowadzących, aby zachować precyzyjne ustawienie pomiędzy górną i dolną matrycą podczas cykli tłoczenia z dużą prędkością i dużą siłą. Właściwość samosmarująca ma tu kluczowe znaczenie, ponieważ zanieczyszczenie tłoczonych części olejem lub smarem – co mogłoby wystąpić w przypadku konwencjonalnego smarowania – jest niedopuszczalne w przemyśle motoryzacyjnym, lotniczym i elektronicznym. Płyty prowadzące oprzyrządowanie do pras są zwykle produkowane z zachowaniem wąskich tolerancji wymiarowych (± 0,01–0,02 mm), aby zachować dokładność wyrównania matrycy przez miliony cykli prasy.
Łożyska rozprężne mostów, prowadnice śluz tamowych, prowadnice śluz i podkładki oporowe turbin hydroelektrycznych wykorzystują płyty ścieralne z brązu grafitowego, aby zapewnić powolne, ciężkie ruchy ślizgowe bez dostępu do konserwacji. W łożyskach mostowych płyty umożliwiają ruchy rozszerzalności cieplnej i kurczenia się pomostu — zwykle od kilku milimetrów do centymetrów rocznie — pod obciążeniem setek ton, przy projektowanym okresie użytkowania wynoszącym 30–50 lat bez ponownego smarowania. Połączenie CuSn12 lub brązu aluminiowego z korkami grafitowymi zapewnia odporność na korozję wymaganą w środowiskach zewnętrznych i zanurzonych oraz niski współczynnik tarcia niezbędny do zapobiegania przenoszeniu nadmiernych sił poziomych na konstrukcję mostu podczas ruchu termicznego.
W zakładach przetwórstwa spożywczego i zakładach farmaceutycznych zanieczyszczenie produktu smarem stanowi krytyczny problem związany z bezpieczeństwem i przepisami. Prowadnice przenośników, prowadnice łańcuchów piekarników, elementy maszyn napełniających i płyty ślizgowe urządzeń pakujących korzystają z płyt ścieralnych z brązu grafitowego, które zapewniają niezawodne smarowanie bez ryzyka migracji oleju lub smaru do strumienia produktu. Dostępne są gatunki grafitu zgodne z FDA do zastosowań mających bezpośredni kontakt z żywnością. Łatwość czyszczenia powierzchni z brązu ułatwia również spełnienie wymagań sanitarnych.
Urządzenia do formowania i przenoszenia szkła działają w ekstremalnie wysokich temperaturach, gdzie konwencjonalne smarowanie jest całkowicie nieskuteczne. Płyty ścieralne z brązu grafitowego stosowane są jako szyny prowadzące, prowadnice popychaczy i prowadnice nośników form w maszynach do formowania pojemników szklanych, liniach szkła float i systemach transportu mebli w piecach ceramicznych. W temperaturach 200–400°C korki grafitowe zapewniają skuteczne smarowanie, podczas gdy matryca z brązu zachowuje integralność strukturalną, dzięki czemu komponenty mogą przetrwać wymagające środowiska z cyklicznymi cyklami termicznymi, które w ciągu kilku godzin zniszczyłyby alternatywy polimerowe lub smarowane olejem.

Zrozumienie porównania płyt ścieralnych z brązu grafitowego i konkurencyjnych materiałów pomaga inżynierom dokonać najbardziej opłacalnego wyboru dla każdego zastosowania, zamiast z przyzwyczajenia wybierać znany materiał.
| Własność | Grafit Brąz | Brąz pokryty PTFE | Brąz spiekany impregnowany olejem | Żeliwo (niesmarowane) |
| Maksymalna temperatura robocza | 300–400°C | 260°C | 80–120°C | 300°C (na sucho) |
| Ładowność | Bardzo wysokie (statyczne do 100 MPa) | Umiarkowane (do 30 MPa) | Umiarkowane (do 25 MPa) | Wysoki, ale kruchy |
| Współczynnik tarcia (na sucho) | 0,05–0,15 | 0,04–0,12 | 0,05–0,10 (z olejem) | 0,3–0,5 |
| Odporność na korozję | Dobry do doskonałego | Dobrze | Umiarkowane | Biedny |
| Wymagana konserwacja | Brak (samosmarujący) | Żadne | Okresowe ponowne olejowanie | Wymagane regularne smarowanie |
| Odporność na uderzenia/wstrząsy | Dobrze | Umiarkowane | Umiarkowane | Niski (kruche pęknięcie) |
| Koszt względny | Średnio-wysoki | Średni | Niski–Średni | Niski |
Prawidłowe określenie blachy ścieralnej z brązu grafitowego wymaga zebrania dokładnych danych na temat warunków pracy i przełożenia tych danych na zestaw wymagań materiałowych i wymiarowych. Przyspieszenie tego procesu poprzez przejście na „standardową” płytę bez sprawdzenia rzeczywistego obciążenia fotowoltaicznego i warunków temperaturowych jest częstą przyczyną przedwczesnej awarii płyty.
Płyty ścieralne z brązu grafitowego zaprojektowano tak, aby działały bezobsługowo przez cały okres użytkowania, ale prawidłowa instalacja i okresowe monitorowanie zużycia są niezbędne, aby uzyskać maksymalną żywotność każdej płyty i uniknąć nieoczekiwanych awarii.
Przed zamontowaniem nowych płytek dokładnie wyczyść i sprawdź powierzchnię montażową (płytę tylną lub obudowę), aby upewnić się, że jest płaska, wolna od zadziorów i wolna od pozostałości starego smaru lub pozostałości zużycia. Wszelkie falowania lub wzniesienia na powierzchni montażowej będą przenoszone na płytę ścieralną i powodują nierówny rozkład obciążenia, przyspieszając miejscowe zużycie. Śruby mocujące należy dokręcać momentem podanym przez producenta na wzór krzyżowy, aby zapewnić równomierny nacisk docisku. W miarę możliwości korki grafitowe powinny być ustawione tak, aby ich długa oś była prostopadła do kierunku przesuwania, ponieważ maksymalizuje to powierzchnię styku grafitu podczas procesu tworzenia folii transferowej.
Żywotność blachy ścieralnej z brązu grafitowego jest ograniczona i należy ją systematycznie monitorować, aby zapobiec zużyciu osnowy z brązu na powierzchnię montażową, co może spowodować uszkodzenie powierzchni współpracującej i nagłą utratę dokładności ustawienia. Większość płyt jest produkowana z określonym naddatkiem na zużycie — zazwyczaj 3–6 mm użytecznej grubości zużycia powyżej głębokości korka grafitowego. Ustal regularne odstępy między przeglądami odpowiednie do intensywności użytkowania aplikacji i zmierz grubość blachy lub zapisz wysokość wystających korków grafitowych ponad powierzchnię brązu. Kiedy korki grafitowe zrównają się z powierzchnią brązu lub zagłębią się pod nią, okres użytkowania płyty dobiegł końca i należy ją wymienić przed następną konserwacją.
Nietypowo szybkie zużycie, zadrapania powierzchni brązu, rozmazanie się brązu na powierzchni współpracującej lub pękanie świec grafitowych są oznakami, że coś jest nie tak z warunkami pracy lub instalacją. Typowe przyczyny to przeciążenie przekraczające wartość znamionową PV, zanieczyszczenie powierzchni ślizgowej cząstkami ściernymi, takimi jak zgorzelina lub piasek, niewspółosiowość powodująca obciążenie krawędzi płyty, nadmiernie szorstka lub miękka powierzchnia współpracująca lub nieprawidłowy dobór stopu do warunków temperaturowych. Zbadanie i zajęcie się pierwotną przyczyną przed zainstalowaniem płyt zamiennych pozwala uniknąć powtarzania tej samej awarii i marnowania kosztów nowych komponentów.
Wysoka wytrzymałość na rozciąganie: Wytrzymałość na rozciąganie tego produktu sięga 750 N/mm², za...

Ta prosta tuleja wykonana jest ze stopu brązu aluminiowego jako materiału podstawowego. Zgodnie z...

Struktura materiału: Odlew aluminiowy z mosiądzu CuZn25Al6Fe3Mn3, z wkładką grafitową. ...
Jednostronna tuleja miedziana z kołnierzem to wysokowydajna tuleja wału ze stopu mosiądzu, charak...

Ten miedziany suwak jest precyzyjnie wykonany z wysokowydajnego stopu miedzi i brązu cynowego jak...

Tuleja kołnierzowa ze stali brązowej łączy w sobie zalety stali stopowej SCM435 i mosiądzu o wyso...
Prawa autorskie © 2025 Jiashan Tocree Machinery Co., Ltd. Wszelkie prawa zastrzeżone.
Niestandardowe części maszyn ze stopów miedzi
