Na wszelkie pytania i opinie klientów odpowiadamy cierpliwie i skrupulatnie.
To samosmarujące łożysko baryłkowe bimetaliczne zostało zaprojektowane z myślą o wysokiej wydajno...
Samosmarujące łożysko ślizgowe ze stopu miedzi to łożysko ślizgowe wykonane ze stopu na bazie miedzi — najczęściej brązu lub mosiądzu — z osadzonymi korkami ze stałym smarem, wkładkami grafitowymi lub porowatymi strukturami impregnowanymi olejem, które zapewniają ciągłe smarowanie podczas pracy bez zewnętrznego smaru lub oleju. W przeciwieństwie do konwencjonalnych łożysk ślizgowych, które wymagają filmu olejowego pod ciśnieniem lub okresowego ręcznego smarowania, aby zapobiec kontaktowi metalu z metalem pomiędzy otworem łożyska a wałem, samosmarujące łożysko ze stopu miedzi uwalnia wbudowany smar na powierzchnię styku ślizgowego, gdy wał się obraca, tworząc cienką, trwałą warstwę smaru, która zmniejsza tarcie, kontroluje zużycie i zapobiega zatarciu przez cały okres użytkowania łożyska.
Osnowa ze stopu miedzi zapewnia wytrzymałość konstrukcyjną, przewodność cieplną i nośność niezbędną do podparcia wału pod obciążeniami statycznymi i dynamicznymi, podczas gdy wbudowany smar – zazwyczaj grafit, PTFE, dwusiarczek molibdenu (MoS₂) lub olej – spełnia trybologiczną funkcję zmniejszania tarcia na powierzchni styku. Ta kombinacja zapewnia samosmarującym łożyskom ślizgowym ze stopu miedzi zakres wydajności, którego nie mogą dorównać konwencjonalne tuleje z brązu smarowane olejem w zastosowaniach, w których smarowanie zewnętrzne jest niemożliwe, niepraktyczne lub niepożądane.
Łożyska te są szeroko stosowane w sprzęcie budowlanym, maszynach rolniczych, sprzęcie hut stali, wtryskarkach, układach hydraulicznych, maszynach do przetwarzania żywności i sprzęcie morskim — wszędzie tam, gdzie dostęp do konserwacji jest utrudniony, problemem jest zanieczyszczenie zewnętrznych smarów lub warunki pracy, takie jak wysoka temperatura, duże obciążenie, mała prędkość lub ruch oscylacyjny, powodują, że hydrodynamiczne smarowanie filmem olejowym jest zawodne. Zrozumienie materiałów, typów konstrukcji, właściwości użytkowych i kryteriów wyboru tulei samosmarujących ze stopu miedzi jest niezbędne dla inżynierów zajmujących się specyfikacją łożysk do wymagających zastosowań.
Wybór stopu miedzi na osnowę łożyska znacząco wpływa na nośność, twardość, odporność na korozję, skrawalność i kompatybilność z systemem smarowania. Do produkcji samosmarujących łożysk ślizgowych wykorzystuje się kilka stopów na bazie miedzi, każdy o odmiennych właściwościach dostosowanych do określonych warunków pracy.
Brąz cynowy — zwykle zawierający 8–12% cyny z niewielkimi dodatkami fosforu (0,1–0,4%) jako środek odtleniający i zwiększający wytrzymałość — jest najpowszechniej stosowanym stopem miedzi do produkcji łożysk samosmarujących. Stopy takie jak CuSn10 (C90700), CuSn12 (C90900) i CuSn8P zapewniają doskonałą wytrzymałość na ściskanie (250–350 MPa), dobrą twardość (75–90 HB), wysoką odporność na korozję w wodzie i łagodnych środowiskach chemicznych oraz wyjątkową kompatybilność z wkładkami smarnymi z grafitu i PTFE. Tuleje samosmarujące z brązu fosforowego są standardowym wyborem w przypadku przegubów sworzniowych maszyn budowlanych, czopów cylindrów hydraulicznych i ogólnych czopów przemysłowych pracujących pod średnimi i dużymi obciążeniami przy niskich i średnich prędkościach poślizgu.
Stopy brązu aluminiowego (CuAl10Fe3, CuAl10Ni5Fe4 — C95400, C95500) zawierają 8–11% aluminium z dodatkami żelaza i niklu, które uszlachetniają mikrostrukturę i poprawiają właściwości mechaniczne. Łożyska samosmarujące z brązu aluminiowego zapewniają znacznie wyższą wytrzymałość (wytrzymałość na rozciąganie 450–700 MPa) i twardość (150–200 HB) niż brąz cynowy, a także doskonałą odporność na korozję w wodzie morskiej, środowiskach kwaśnych i wysokich temperaturach do 300°C. Te właściwości sprawiają, że samosmarujące łożyska ślizgowe z brązu aluminiowego są preferowanym wyborem do zastosowań wymagających dużych obciążeń, takich jak wyposażenie hut stali, przeguby sworzniowe dużych koparek, łożyska steru statku i oprzyrządowanie do pras pod dużym obciążeniem, gdzie brąz fosforowy odkształciłby się pod przyłożonym naciskiem kontaktowym.
Stopy brązu ołowiowego (CuPb10Sn10, CuPb15Sn8) zawierają ołów jako rozproszoną miękką fazę w osnowie brązu. Faza ołowiowa działa jak stały smar in-situ na powierzchni ślizgowej, poprawiając dopasowywanie się łożyska i jego zdolność do osadzania – jego zdolność do kompensowania małych niewspółosiowości wałów i osadzania twardych cząstek zanieczyszczeń bez rysowania wału. Łożyska samosmarujące z brązu ołowiowego były od dawna stosowane w głównych łożyskach silników samochodowych, łożyskach korbowodów i tulejach skrzyni biegów. Jednakże przepisy ochrony środowiska ograniczające zawartość ołowiu w elementach maszyn spowodowały stopniowe przechodzenie w kierunku bezołowiowych alternatyw w nowych konstrukcjach, przy czym brąz bizmutowy i brąz cynowo-cynkowy stały się bezołowiowymi zamiennikami o porównywalnej wydajności tribologicznej.
Brąz manganowy (CuZn38Mn1Al) i brąz niklowo-aluminiowy (CuAl10Ni5Fe4) są stosowane w wymagających zastosowaniach morskich i przybrzeżnych, gdzie wymagana jest ekstremalna odporność na korozję w połączeniu z dużą nośnością – łożyska wału napędowego statku, sprzęt wiertniczy na morzu i siłowniki zaworów podmorskich. Stopy te zapewniają wytrzymałość na rozciąganie powyżej 600 MPa i są odporne zarówno na korozję pod wpływem wody morskiej, jak i erozję kawitacyjną. W połączeniu ze smarowaniem grafitowym tworzą one bardzo trwałe, samosmarujące łożyska ślizgowe, zdolne do dłuższej pracy w środowiskach zanurzonych lub w strefie rozbryzgów, gdzie smarowanie zewnętrzne jest całkowicie niepraktyczne.
Funkcja samosmarowania w łożyskach ślizgowych ze stopu miedzi jest zapewniana poprzez kilka różnych metod integracji środka smarnego. Każde podejście ma inną charakterystykę wydajności, ograniczenia temperaturowe i przydatność dla określonych środowisk operacyjnych.
Najpopularniejsza konstrukcja łożysk samosmarujących ze stopu miedzi do dużych obciążeń obejmuje wywiercenie układu otworów — zwykle o średnicy 6–30 mm w zależności od rozmiaru łożyska — w powierzchni otworu odlewanej lub obrobionej maszynowo tulei z brązu, a następnie wciśnięcie w te otwory zatyczek z litego grafitu. Gdy wał obraca się względem otworu łożyska, korki grafitowe nakładają cienką warstwę grafitu zarówno na otwór łożyska, jak i na powierzchnię wału, tworząc trwałą stałą warstwę smaru. Grafit ma warstwową strukturę krystaliczną, która łatwo ścina się pod wpływem kontaktu ślizgowego, zapewniając współczynniki tarcia na poziomie 0,05–0,15 w suchych warunkach. Łożyska z brązu z wtyczkami grafitowymi działają niezawodnie w temperaturach do 400°C w atmosferach utleniających (i wyższych w atmosferach obojętnych lub redukujących), dzięki czemu nadają się do zastosowań wysokotemperaturowych, takich jak systemy przenośników w piecach, płyty dociskowe do pras na gorąco i wyposażenie hut stali, które niszczą oleje i smary.
Korki z politetrafluoroetylenu (PTFE) lub wkładki kompozytowe PTFE-grafit wtłoczone w nawiercane osnowy z brązu łączą wyjątkowo niski współczynnik tarcia PTFE (zaledwie 0,04 w warunkach poślizgu) z wytrzymałością strukturalną osnowy z brązu. Tworząca się warstwa transferowa PTFE na wale współpracującym tworzy trwałą, chemicznie obojętną warstwę smarującą. Tuleje samosmarujące ze stopu miedzi wypełnione PTFE są preferowane w zastosowaniach związanych z przetwórstwem żywności, farmaceutyką i pomieszczeniami czystymi, gdzie niedopuszczalne jest zanieczyszczenie olejem lub grafitem, a także w zastosowaniach, w których występuje ruch oscylacyjny lub powolny ruch ciągły, gdzie działanie folii transferowej PTFE jest najbardziej efektywne. Graniczna temperatura dla smarów na bazie PTFE wynosi około 260°C podczas pracy ciągłej.
Spiekane porowate łożyska z brązu — produkowane przez zagęszczanie i spiekanie proszku brązu w celu uzyskania kontrolowanej porowatości 20–30% objętościowych — po spiekaniu są impregnowane próżniowo olejem smarowym. Olej jest zatrzymywany w porowatej strukturze i uwalniany na powierzchnię ślizgową w wyniku rozszerzalności cieplnej i działania kapilarnego, gdy łożysko nagrzewa się podczas pracy, a następnie jest ponownie wchłaniany, gdy łożysko ostygnie. Łożyska samosmarujące z brązu spiekanego impregnowanego olejem nadają się do zastosowań przy umiarkowanych obciążeniach i prędkościach, gdzie warunki pracy umożliwiają efektywny obieg oleju – silniki elektryczne, małe urządzenia, sprzęt biurowy i łożyska maszyn rolniczych. Ich nośność jest niższa niż w przypadku łożysk z litego odlewu z brązu z wkładkami wtykowymi, ale zapewniają one rzeczywiście bezobsługowe smarowanie przez cały okres użytkowania w odpowiednich zastosowaniach.
Dwusiarczek molibdenu (MoS₂) jest włączany do samosmarujących łożysk ze stopów miedzi w postaci korków, jako składnik kompozytowych materiałów wkładkowych lub jako powłoka powierzchniowa nakładana na otwór łożyska. MoS₂ ma doskonałe właściwości smarne w środowiskach próżniowych i atmosferze obojętnej, gdzie skuteczność grafitu (która częściowo zależy od zaadsorbowanej pary wodnej) jest zmniejszona, co sprawia, że samosmarujące łożyska z brązu zawierające MoS₂ są preferowanym wyborem w mechanizmach lotniczych, sprzęcie pieców próżniowych i zastosowaniach kosmicznych. Wysokowydajne kompozytowe materiały na płytki łączące grafit, MoS₂, PTFE i spoiwa metaliczne są stosowane w najbardziej wymagających zastosowaniach, oferując niskie tarcie w szerokim zakresie temperatur i w granicznych warunkach smarowania, które stanowiłyby wyzwanie dla każdego jednoskładnikowego systemu smarowania.

Wybór właściwej kombinacji stopu brązu i systemu smarowania wymaga dopasowania charakterystyki działania łożyska do wymagań aplikacji. Poniższa tabela zawiera przegląd porównawczy najpopularniejszych typów samosmarujących łożysk ślizgowych ze stopów miedzi:
| Typ łożyska | Maksymalne obciążenie (MPa) | Maksymalna temperatura (°C) | Współczynnik tarcia. | Najlepsza aplikacja |
| Zatyczki z brązu cynowego i grafitu | 60–80 | 400 | 0,05–0,15 | Ogólny sprzęt przemysłowy, budowlany |
| Brąz aluminiowy Graphite Plugs | 100–150 | 300 | 0,06–0,18 | Maszyny ciężkie, huty stali, statki morskie |
| Wkładki z PTFE z brązu cynowego | 40–60 | 260 | 0,03–0,10 | Przetwórstwo spożywcze, farmacja, czyste środowisko |
| Impregnowany olejem ze spiekanego brązu | 15–25 | 120 | 0,05–0,12 | Silniki elektryczne, drobne urządzenia, lekkie obciążenia |
| Brąz aluminiowy MoS₂ Composite | 80–120 | 350 | 0,04–0,12 | Zastosowania w przemyśle lotniczym, próżniowym i atmosferze obojętnej |
| Korki z brązu manganowego i grafitu | 80–100 | 250 | 0,06–0,15 | Zastosowania morskie, offshore, zanurzone w wodzie morskiej |
Zastosowanie samosmarujących łożysk ślizgowych ze stopu miedzi w porównaniu z konwencjonalnymi tulejami z brązu smarowanymi smarem lub olejem wynika ze specyficznych korzyści operacyjnych i ekonomicznych, które kumulują się przez cały okres użytkowania sprzętu.
Określenie prawidłowego samosmarującego łożyska ślizgowego ze stopu miedzi dla danego zastosowania wymaga oceny zestawu powiązanych ze sobą parametrów. Systematyczne przestrzeganie tych kryteriów wyboru zapewnia, że wybrane łożysko spełnia zarówno wymagania mechaniczne, jak i tribologiczne danego zastosowania.
Najbardziej podstawowym parametrem przy doborze samosmarującego łożyska ślizgowego jest wartość PV — iloczyn nacisku stykowego łożyska P (w MPa) i prędkości poślizgu V (w m/s). PV jest miarą szybkości wytwarzania ciepła na styku ślizgowym; przekroczenie znamionowego limitu PV łożyska powoduje przegrzanie układu smarowania, uszkodzenie filmu transferowego i uszkodzenie łożyska w wyniku zatarcia lub przyspieszonego zużycia. Każdy typ łożysk samosmarujących ze stopu miedzi ma maksymalną wartość PV — łożyska z brązu cynowego z grafitem zazwyczaj wytrzymują PV do 0,5–1,0 MPa·m/s w suchych warunkach, podczas gdy brąz aluminiowy z wkładkami z kompozytu grafitowego może tolerować wartości PV powyżej 2,0 MPa·m/s. Oblicz P z przyłożonego obciążenia podzielonego przez rzutowaną powierzchnię łożyska (średnica otworu × długość) oraz V z prędkości powierzchniowej wału. Sprawdź, czy robocze napięcie fotowoltaiczne jest niższe niż 60–70% znamionowego maksimum, aby zapewnić margines bezpieczeństwa w przypadku skoków obciążenia i warunków rozruchu.
Potwierdź, że zarówno matryca ze stopu miedzi, jak i układ smaru stałego są przystosowane do pełnego zakresu temperatur zastosowania — w tym temperatur szczytowych podczas rozruchu, stanów przejściowych przy dużym obciążeniu oraz wszelkich cykli czyszczenia lub sterylizacji (w sprzęcie spożywczym lub farmaceutycznym). Łożyska z brązu z wtyczką grafitową są właściwym wyborem w temperaturach powyżej 200°C; Konstrukcje z wkładkami PTFE są preferowane w temperaturach poniżej 200°C, gdzie wymagany jest najniższy współczynnik tarcia. W temperaturach ujemnych należy sprawdzić, czy materiał smarny pozostaje funkcjonalny — zarówno grafit, jak i PTFE sprawdzają się dobrze w niskich temperaturach, podczas gdy w przypadku niektórych łożysk ze spieku z brązu impregnowanego olejem mogą wystąpić zmiany lepkości oleju, które wpływają na dostarczanie smaru w zimnych środowiskach.
Materiał wału współpracującego i wykończenie powierzchni bezpośrednio wpływają na wydajność i trwałość samosmarującego łożyska ze stopu miedzi. Optymalna chropowatość powierzchni wału dla łożysk z brązu z wkładką grafitową i wkładką z PTFE wynosi Ra 0,4–0,8 µm — wystarczająco gładka, aby uniknąć ścierania korków ze stałym smarem, ale nie na tyle gładka, aby folia transferowa nie mogła przylegać. Twardość wału powinna wynosić co najmniej 35 HRC w przypadku zastosowań z dużym obciążeniem, aby zapobiec zarysowaniu wału przez twardszą osnowę z brązu, jeśli film smarny jest chwilowo niewystarczający. W wymagających zastosowaniach wały hartowane indukcyjnie, chromowane na twardo lub azotowane są powszechnie łączone z tulejami samosmarującymi ze stopu miedzi. Wały ze stali nierdzewnej są kompatybilne z łożyskami z brązu z grafitem, ale należy je dokładnie ocenić w przypadku konstrukcji z wkładkami z PTFE, ponieważ przyczepność folii transferowej PTFE może być mniejsza w przypadku stali nierdzewnej niż stali węglowej.
Tuleje samosmarujące ze stopu miedzi są zwykle instalowane w obudowach z pasowaniem wciskowym — H7/p6 lub H7/r6, w zależności od grubości ścianki łożyska i materiału obudowy — aby zapobiec obracaniu się tulei w obudowie podczas pracy. Pasowanie wciskowe zapewnia również dobry kontakt termiczny pomiędzy średnicą zewnętrzną łożyska a obudową, co jest ważne dla rozpraszania ciepła w zastosowaniach o wysokim napięciu fotowoltaicznym. Tuleje należy wcisnąć prostopadle i na odpowiednią głębokość za pomocą zaciskarki, która równomiernie obciąża średnicę zewnętrzną — nigdy nie wbijaj tulei młotkiem na końcu otworu, ponieważ może to odkształcić otwór i uszkodzić wkładki ze stałym smarem. Po montażu sprawdzić średnicę otworu za pomocą skalibrowanego miernika średnicy; otwór może się nieznacznie zamknąć z powodu zakłóceń montażowych, a ostateczna średnica otworu musi mieścić się w określonej tolerancji dla luzu roboczego wału.
Samosmarujące łożyska ślizgowe ze stopu miedzi służą niezwykle szerokiej gamie gałęzi przemysłu właśnie dlatego, że ich bezobsługowe, odporne na zanieczyszczenia i odporne na wysokie temperatury działanie rozwiązuje rzeczywiste problemy, których nie rozwiązują konwencjonalne łożyska smarowane. Oto główne sektory zastosowań i powody, dla których samosmarujące łożyska z brązu są właściwym wyborem w każdym z nich:
Jedną z głównych zalet samosmarujących łożysk ślizgowych ze stopu miedzi jest wydłużona żywotność i niskie wymagania konserwacyjne w porównaniu z konwencjonalnie smarowanymi tulejami z brązu. Jednakże określenie „bezobsługowy” nie oznacza „bez przeglądów”, a zrozumienie realistycznych oczekiwań dotyczących trwałości użytkowej oraz czynników, które na nią wpływają, pomaga inżynierom odpowiedzialnym za utrzymanie ruchu w skutecznym planowaniu programów wymiany łożysk.
W dobrze określonych zastosowaniach, w których łożysko pracuje w zakresie znamionowej powłoki fotowoltaicznej, samosmarujące łożyska z brązu z grafitem zwykle osiągają trwałość eksploatacyjną wynoszącą 5 000–20 000 godzin pracy, zanim zużycie otworu osiągnie maksymalny dopuszczalny luz. W zastosowaniach wysokotemperaturowych, takich jak wyposażenie pieców, gdzie konwencjonalne łożyska ulegną awarii w ciągu kilku dni, łożyska z brązu aluminiowego z grafitem mogą zapewnić lata ciągłej pracy. Żywotność łożysk z brązu spiekanego impregnowanego olejem jest zazwyczaj krótsza — 2 000–8 000 godzin w zależności od obciążenia i prędkości — ponieważ zbiornik oleju jest ograniczony i nie można go uzupełnić po wyczerpaniu.
Regularna kontrola w planowanych odstępach czasu między przeglądami powinna obejmować pomiar luzu roboczego wał-łożysko (zwykle sprawdzany poprzez oddzielny pomiar średnicy wału i średnicy otworu łożyska za pomocą skalibrowanych mierników), kontrolę powierzchni otworu pod kątem zarysowań, sprawdzenie korków ze smarem stałym pod kątem zużycia lub pęknięć oraz sprawdzenie otworu oprawy pod kątem freonów lub uszkodzeń. Łożysko należy wymienić, gdy luz roboczy przekracza 0,5–1,0% nominalnej średnicy otworu w większości zastosowań lub gdy widoczne zużycie czopa pozostawia ponad 20% powierzchni czopa poniżej poziomu powierzchni otworu. Wymiana łożysk według harmonogramu opartego na stanie, a nie na czasie, maksymalizuje wykorzystanie łożyska, jednocześnie zapobiegając nieoczekiwanym awariom wynikającym ze zużycia łożysk.

To samosmarujące łożysko baryłkowe bimetaliczne zostało zaprojektowane z myślą o wysokiej wydajno...
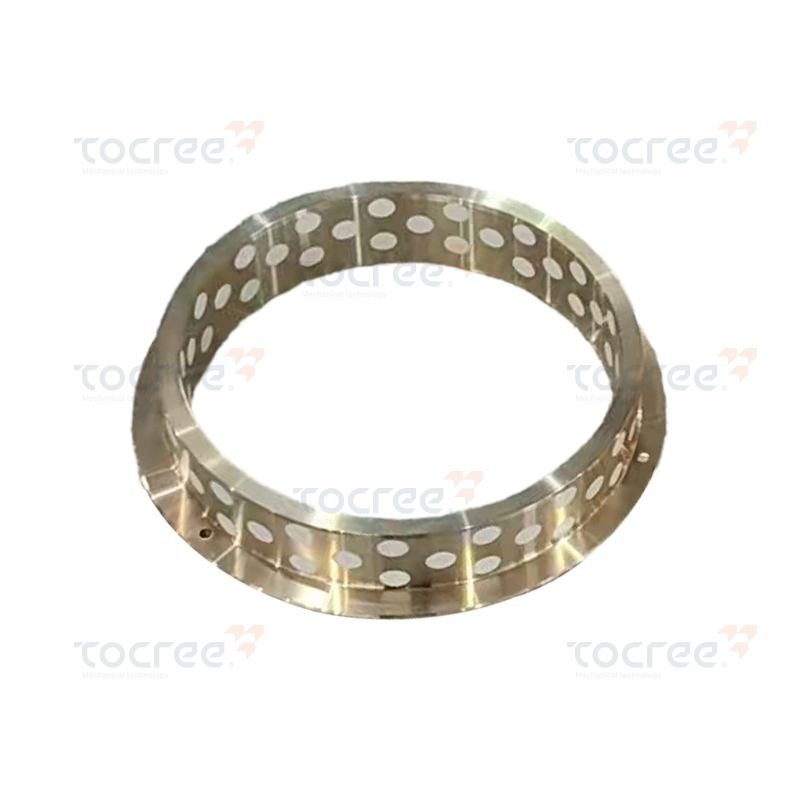
Wysoka wytrzymałość na rozciąganie: Wytrzymałość na rozciąganie tego produktu sięga 750 N/mm², za...

Struktura materiału: Odlew aluminiowy z mosiądzu CuZn25Al6Fe3Mn3, z wkładką grafitową. ...

Turbiny ze stopów miedzi są niezbędnymi elementami nowoczesnych układów mechanicznych i energetyc...

Zakrzywiony suwak ze stopu miedzi wykonany jest z wysokowydajnego brązu cynowego jako materiału p...

Łożysko samosmarujące z pojedynczym kołnierzem (z osadzeniem grafitu) to wysokowydajna, solidna, ...
Prawa autorskie © 2025 Jiashan Tocree Machinery Co., Ltd. Wszelkie prawa zastrzeżone.
Niestandardowe części maszyn ze stopów miedzi
